Different drying methods affect chestnut quality
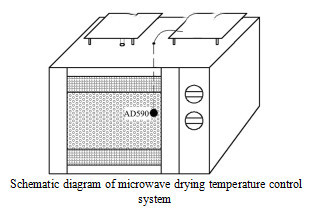
According to the "Journal of Nuclear Agriculture", No. 12, 2016, "Effects of Different Drying Methods on Chestnut Quality" (author Zhang Le et al.) reported that in order to explore the suitable drying methods for different chestnut products, the chestnut variety "Hebei Dabanhong" was tested. The fresh chestnut is dried by natural air drying, vacuum freeze drying, hot air drying, microwave drying equipment and microwave vacuum drying, and the nutrients, flavor substances and functional properties of the dried chestnut are evaluated.
The results showed that the quality of chestnut treated by different drying methods was quite different. The vacuum freeze-dried chestnut was superior to the other four drying methods in terms of nutrient composition and processing quality. Microwave air drying chestnut quality was second only to vacuum freeze drying. Naturally ventilated dry and hot air dried chestnuts have little difference in processing quality. Only the naturally ventilated dried chestnut has a higher vitamin C content than hot air drying.
The texture parameters are optimal for hot air drying. A total of 49 flavor substances were detected, including 28 kinds of vacuum freeze-dried and microwave-dried flavor substances, 23 kinds of hot air drying, 21 kinds of microwave vacuum drying, and 13 kinds of natural air drying; the highest content of aroma components except microwave vacuum drying In addition to 3-ethyl-2,5-dimethylpyrazine, the highest content of the other four methods is benzyl alcohol. Microwave vacuum-dried chestnut quality is second only to vacuum freeze-drying, and it has fast drying speed and low energy consumption, and is suitable for industrial production of chestnut drying processing.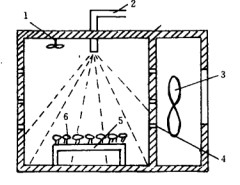
According to a study by Scientia Horticulturae, Belén Velardo-Micharet and others from CICY-TEX-INTAEX in Spain studied different harvesting periods (H1, H2 and H3), Effect of 1-MCP treatment and different temperature conditions (0 °C, 8 °C and dual temperature 0 °C and 8 °C) on long-term storage of Songold Japanese plum. In order for Japan Lee to maintain a good enough quality of consumption when it reaches the market, it is important to determine the best harvesting period and the most appropriate post-harvest technology to achieve the appropriate maturity during transportation. Songold Lee is refrigerated for 30 days and 50 days, then stored at 20 °C for 5 days.
Li physicochemical quality parameters (weight loss, hardness, color, total soluble solids content and acidity) and harvest damage index (cold damage and decay) were investigated during each investigation period. Overall, 1-MCP treatment reduced the degree of hardness loss and color change (L* and b*), keeping the fruit acidity close to harvesting. 1-MCP treatment allows fruit to be sold at a more mature stage and can be stored at higher temperatures without loss of quality. The chilling injury index (CI) is the most relevant indicator of injury. The chilling injury of fruit is the most serious after H2 harvesting and storage for 5 days at 8 °C for 5 days. 1-MCP may reduce the effects of CI without reducing the rate of decay.