Water loss characteristics and process optimization of salted dried peanuts under microwave irradiation
ABSTRACT: Microwave drying equipment technology was used to replace traditional heating and baking to study the water loss characteristics of peanut fruits under different microwave power and loading conditions. The rate varies with the quantity of load and the power of microwave. The microwave power, loading capacity and microwave time were taken as three factors, and the water loss rate, power consumption and sensory evaluation were taken as three indexes. According to the design principle of Box-Benhnken center combination experiment, the technological conditions of microwave production of salty-dry peanut were analyzed and optimized by using Design expert 7.0.1 software, and the regression model was established. The results showed that microwave power, loading capacity and microwave time had significant effects on water loss rate and unit power consumption, and the loading capacity had significant effects on sensory evaluation of the product.
54.25g, microwave treatment time 3.5min, the water loss rate is 5.79g/min, unit power consumption is 0.76kW.h/kg, sensory evaluation is 9.17 points. Key words: peanut fruit; microwave; water loss characteristics; regression equation
Peanut is an oil crop and economic crop widely cultivated and utilized in the world. It is also a high-fat, high-protein food and oil dual-use crop. It is produced in more than 100 countries on all continents of the world. It is also a world agricultural production and oil.
The status of the oil and fat industry is very important (1). Peanuts are used for oil extraction.
The development of peanut products with unique flavor and wide variety has also become one of the ways of comprehensive utilization of peanuts. Among them, salted dried peanuts are popular peanut products with a large consumption.
Dehydration is the most critical process in the production of salted and dried peanuts.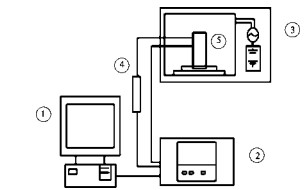
One of the traditional drying methods is steam baking, coal-fired converter, suspension oven baking and so on. These methods generally have the shortcomings of high pollution, high energy consumption, high degree of destruction of nutrients [2]. As a modern processing technology, microwave technology has the characteristics of energy-saving, high efficiency, cleanliness and environmental protection. It is an important attempt of modern agricultural industry to adopt this technology in agricultural product processing, and it is also one of the development trends in the field of agricultural product processing.
Characteristic experiment of peanut microwave drying equipment
The samples were dried at 480, 640 and 800 W microwave power with a load of 50 g. The water loss rate of the samples was measured at 0.5 min intervals.
Under the action of microwave, the sample has the process of temperature rising and water diffusion. Due to the characteristics of microwave, such as high frequency, thermal characteristics and biological effects, the water loss rate of the sample can reach the maximum quickly. At the same time, there are structural differences between peanut shell and kernel, and the effect of microwave treatment on the microstructure of peanut shell and kernel is also different. The structure of peanut shell is similar to that of wood. After microwave drying, its permeability increases, density and thermal conductivity decreases. It is speculated that the change of shell microstructure leads to two accelerated ascension processes of dehydration.
The maximum water loss rate at the first dehydration peak increased with the increase of microwave power. The maximum water loss rate at 800 W was 14.94 g/min, at 640 W was 9.69 g/min and at 480 W was 9.03 g/min. The maximum water loss rate of the second water loss peak did not show the same law. The possible reason is that the different microwave power has different effects on the microstructure of peanut shell, resulting in different water loss characteristics.
According to this characteristic and sensory evaluation, the suitable microwave power can be selected to ensure the product quality and shorten the sample dehydration time as far as possible and improve the process efficiency.